The only UK based PVCu window and door systems company that remains independently and family owned for over 40 years!
Every family has a story. Welcome to ours...
Selecta Systems Ltd are a company with pedigree and integrity which is recognised for technical superiority, premium quality products and performance standards.
Selecta prides itself on the reputation it has established over the years, as a market leading innovator of window and door profile systems with unrivalled customer care, marketing and technical support services.
Initially Selecta were introduced into the UK market from Germany in 1982 and have since established a standing for quality and reliability, whilst still being independently owned by the same family who started the journey.
Selecta have continued to grow, through our entire family ownership, continuing to invest in its people, products and infrastructure. Our focus has remained on developing and improving the customer experience with the company values and its ethos remaining unchanged from those early days:
Innovation – to create and deliver a range of quality products to help fabricators win business.
Simplicity – to be fabricator and fitter friendly in all aspects of the business.
Unity – delivering success by working together as a team.
Partnership – creating a trusting and honest ongoing relationship with customers.
Success – by delivering a personal and flexible first-class service and support package.
Although very simplistic philosophies, these have always been the driver in creating opportunities to differentiate our business from competitors, thus by being ‘part of this one big family’.
Selecta continue to develop strong business relations with customers ensuring that they tailor requirements to meet individual and consumer needs and additionally Selecta provide a support package for fabricators and installers to help in their business development and growth.
With many years of knowledge and experience, Selecta Systems are firmly established as one of the UK’s leading extruders of PVCu window and door systems. As a specialist within the industry Selecta Systems peace of mind warranty is of paramount importance, with a dedicated team committed to providing only the best in terms of product and support services.
The 9 acre, state-of-the-art extrusion plant, warehouse and distribution centre based in Birmingham incorporates all the latest technology which is regularly assessed and updated according to market demands.
The purpose built extrusion plant runs continuously 24 hours a day, 7 days a week, which enables us to maintain the stock levels required to meet customer demand. We extrude the MASTERslide Patio System, Vantage 70, EASi-FOLD Door System and our highly acclaimed ADVANCE 70 System - our 70mm sculptured, chamfered and fully integrated system. All of our window and door solutions are complemented with a range of hardware, accessories and ancillary items.
Our production methods are supported internally by extensive and thorough ongoing quality checking procedures which are further supported by external examination. A nationwide delivery service is available for all our UK customers, which boasts impressive on-time-in-full orders of 99.8%.
We also offer additional support in terms of technical and marketing expertise, which substantiates our personal commitment to customers by providing total care in terms of technical assistance and marketing services.
Research, Development & Design
Selecta Systems are committed to an ongoing Research and Development Programme and continually strive to improve their products and services.
To ensure new products achieve optimum performance, continuous analysis is an ongoing main priority. Products are selected for their durability and longevity and are subject to rigorous internal and external tests to satisfy both customer and climatic demands.
The product range from Selecta Systems has been carefully developed to incorporate a wide range of design aspects. Being aware of architects and specifiers requirements, planning is a vital component to ensuring that the most suitable products are provided for individual projects.
Sales Director, Andy Green and Marketing Manage...
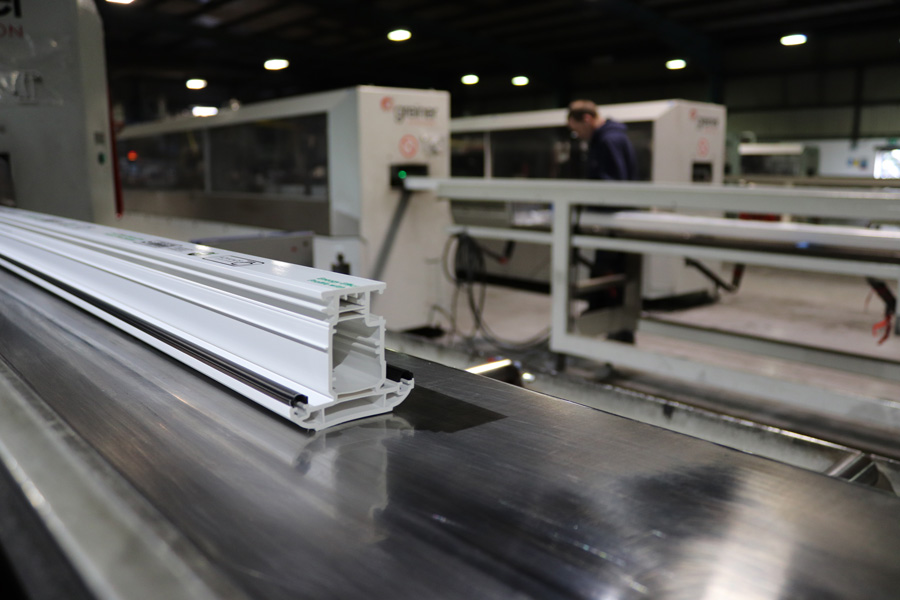
PVCu Extrusion in the Heart of the UK
All Selecta Profile Systems are extruded in the heart of the UK at our state-of-the-art extrusion plant in Birmingham.
Profiles are extruded and tested for compliance to BS EN 12608-1:2016 with focus placed on thermal efficiency, sound insulation and product performance.
Materials are tested in accordance with and to BS EN 477:2018 (cold impact testing), BS EN 478:2018 (heat ageing), BS EN 479:2018 (heat reversion) and numerous other property checks.
As part of the Selecta Systems Quality Management System (ISO9001:2015) testing procedures are rigorous to avoid such detrimental effects that can occur including buckling and distortion. External audits for BS EN 12608-1:2016 / PAS 24:2016 (enhanced security performance) are also tested on a regular basis.
Selecta Systems do not fabricate, install or sell windows and doors to the public and only supply to the trade. Selecta have a network of fabricators and installers throughout the UK whom have been approved and endorsed by Selecta to manufacture their windows and doors. Not just anyone can fabricate Selecta products!
The network of approved Selecta fabricators have undergone a course of training by Selecta engineers to ensure they have adequate knowledge, skills and competence, and that the fabrication of Selecta products are carried out to a high standard.
Periodic service calls ensure that the approved fabricators continue to fabricate Selecta’s products to that high standard which Selecta demands.
What this means to the consumer is that your windows and doors have not only been extruded and tested to comply with industry standards, but also that the fabricator has met the criteria determined by Selecta for the fabrication of Selecta products.
PVCu MATERIALS
MIXING PLANT
FROM POWDER TO PLASTIC
So, what is PVCu or uPVC as it is often referred to? PVCu is Poly Vinyl Chloride, which is a lightweight and yet robust type of plastic used in consumer goods. The “u” stands for un-plasticised, meaning that the plastic isn’t softened in the manufacturing process, thus ensuring its strength is maintained. So how do we go from a raw material powder to a fully formed and robust window or door profile?
Bulk tanker deliveries of lead-free raw materials arrive on site on a daily basis in the form of resins, stabilisers, impact modifiers etc. and are pumped into large storage silos and holding stations, where material is accurately weighed to Selectas formulation. Each raw material delivery is QC checked and tested to ensure that it is to our material specification, before acceptance.
The PVCu “ingredients” and ratios used in the extrusion of the Selecta window and door products are specific to a tried and tested Selecta formula and colour. The precise proportions of resin, stabilisers and modifiers are transferred in to what is effectively a large “mixing bowl”, a high speed mixer. The computerised system allocates the volumes and blends the various raw material ingredients to the Selecta formula. QC checks are carried out every two hours and automated monitoring ensures the consistency of the Selecta formulation. The blended mix is assigned to a silo and recorded for traceability purposes, with all the production processes controlled and managed via the ISO 9001 quality management system.
WINDOWS & DOORS
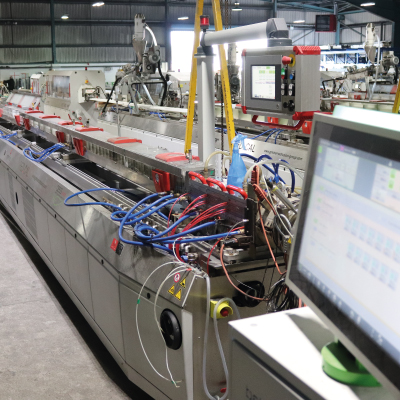
PVCu EXTRUSION
MORE THAN A PIECE OF PLASTIC
A window or door profile section tool consists of a main die and a sequence of tooling calibrators, whilst the extrusion machine is split in to sections, the die head, calibrator and cooling section, haul off, saw centre and tilt table, with each carrying out a particular process during the extrusion of profile. The start up of a new profile section run begins with the extrusion machine set to the specification of the master setting sheet for that specific profile section. Dependant on the extrusion machine there are approximately thirteen temperature zones within the head of the machine and die zone, each are set to a specific temperature to aid the gelation of the dry blend. Each profile section has specific settings for screw speeds, line speeds, pressure, vacuums etc. within the set up of a new run.
Once fine-tuned and set-up, the dry blend of PVCu material is pumped in to the head of the extrusion machine from the silo, which in turn via the heat in the machine head and die zones, softens the material in to a PVCu gel. This softened PVCu gel is then forced through the tooling die to form the profile shape. The warm and soft PVCu profile section then goes through a series of calibration dies to maintain the profile shape, whilst chilled water is sprayed over the profile during the cooling process.
An underground water chamber holding thousands of gallons of water, pumps water to the extrusion machines via large chillers, which ensures that the water is preserved to a set temperature. The water is regularly checked for bacterial growth and an automated system douses chemicals in to the water chamber to maintain a safe closed loop water system.
Once cooled inside the seven-metre-long calibrator and cooling chambers, the profile sections rubber gasket is co-extruded in to the gasket channel and the profile section is printed upon, every one metre, with the company name, reference to standard EN 12608-1, our climatic zone classification, our resistance to impact by falling mass classification, wall thickness classification, product code, date and shift identification. This aids traceability of the profile section throughout it’s journey.
The next stage is the haul off, which is reminiscent of two large tank tracks, that pulls the profile along the extrusion machine before the protective tape is applied and the computerised saw cuts the section at six metres before hitting the tilt table for packing.
During the profile sections journey along the thirty-metre-long extrusion machine, on-line dimensional, operational and visual QC checks are carried out and recorded every couple of lengths. QC lab checks are carried out every two hours of extrusion, with full dimensional, colour and operational checks with associated profiles, reinforcements, accessories and ancillaries.
FOILED PVCu PROFILES
LAMINATION DEPARTMENT
FASCINATION WITH LAMINATION
A profile section and foil colour requirement is assigned to a particular lamination machine. There are three foiled section possibilities – foil on the bead side face, non-bead side face or both sides of the profile section. A single face profile section set-up on a machine, will very often follow with colour changes throughout the run. For instance, once set-up for a particular section has been completed it is far more efficient to run, let’s say, anthracite grey for the required stock run and then follow this with other stock colours or a special colour, than it is to change over to another section. This will happen even if stock is still available for that profile colour, but we will boost the stock levels further.
Lamination technology has improved considerably over the years with the new machines now all computerised in the respect of primer and adhesive application. The profile section face width is programmed in to the machines computer along with the adhesive weight and spread. The adhesive weight adjusts the thickness of the adhesive, whilst heater settings warm up the profile section and adhesive to make it ‘tackier’ and adjust its adhesiveness.
The set-up of the lamination machine takes on average between 30-45 minutes per side of a profile section. Each forming wheel, guide and cutter is manually adjusted and set to ensure that when the foil is fed on to the profile, each surface, chamfer, sculpture and lip is covered by the foil and formed in to the shape. The coloured foil is oversized to cover the face of the profile section, with the lamination machine cutters trimming the excess foil to the gasket and bead chamber. The correct size of protective tape is put on the feeding wheel, to cover the newly foiled profile section face. Profile section runners are used to fine tune the settings, before the required production quality is achieved and production is approved to continue.
The line speed is set accordingly to the profile section with an average of 15-16 metres per minute. However, this is sometimes determined by pack quantities, as we pack profiles on-line, whereas other lamination houses may pack offline and up line speeds. So, we effectively run, inspect and bag two and half lengths per minute of a one-sided coloured profile section. We see this as a more efficient and effective way of production and it also factors in on-line QC inspection as well as packing.
TESTING PROFILES
TECHNICAL DEPARTMENT
RIGOROUS TESTING METHODS
So, what is PAS 24:2016? Well, PAS 24 is the industry standard for Enhanced Security Performance Requirements for Doorsets and Windows. This is a product assessment specification and primarily referenced in the Building Regulations Approved Document Q. The manufacturer, or systems company in this case, submit a range of window or doors to a UK Accreditation Service (UKAS) accredited test house for testing to PAS 24 and the relevant ‘fit for purpose’ standards.
Rigorous testing methods for forcing entry are carried out to ensure that there can be no failure of components that make up that window or door. Testing also includes BS 6375 consisting of weathertightness, operational performance and strength, ensuring that the windows and doors serve their two main purposes of protecting the property from unwelcome visitors and keeping inclement weather at bay.
Test windows are generally made up of the largest side hung, next to the largest top hung over a fixed window, whereas French doors are made to the largest configuration, thus also covering single leaf doors as a worst-case scenario. Our patio and EASi-FOLD doors were again fabricated to the anticipated largest pane sizes to cover a number of configurations. These configurations and sizes provide the fabricator / installer with the opportunity of offering a vast range of multi-light window and door options, where PAS 24 is a requirement.
Let’s just say the PAS 24 mechanical and physical attacks leave windows and doors in a sorry state, but with the right hardware they will hold firm against the ruthless nature of the attacks. That’s why our research and development process is so important. From profile design and indicative testing through to collaboration with the supply team, to ensure the right components are used, and where required, profile specific.
THE PVCu WINDOW & DOOR SUPPLY CHAIN
Where Selecta Systems, the fabricator, installer and end consumer sit in the supply chain for PVCu windows and doors.
HOW WINDOWS & DOORS ARE MADE...IN 4 SIMPLE STEPS!
A brief example of the PVCu window and door supply chain!
Whether you're a fabricator, installer, architect, specifier or homeowner, our ADVANCE 70 System provides you with total peace of mind when it comes to security, thermal performance and durability.
Connect with us NOW!
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept All”, you consent to the use of ALL the cookies. However, you may visit "Cookie Settings" to provide a controlled consent.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.
 Selecta prides itself on the reputation it has established over the years, as a market leading innovator of window and door profile systems with unrivalled customer care, marketing and technical support services.
Selecta prides itself on the reputation it has established over the years, as a market leading innovator of window and door profile systems with unrivalled customer care, marketing and technical support services.