In a series of ‘behind the scenes’ features we explore the inner workings of PVCu window and door systems company, Selecta Systems. In our first feature, Extrusion Manager, Kevin Smith, provides us with an engaging insight into the extrusion process, starting with material mixing through to the extrusion process, inspection and testing.
To some it’s just a window or a door. To a few it’s just a piece of plastic. To Selecta Systems it’s a precision engineered product! A product that undergoes a cycle of meticulous processes, a sequence of inspections, a series of rigorous internal and external tests to ensure it complies with a comprehensive range of standards and regulations – this is where the window and door journey starts.
From Powder to Plastic
So, what is PVCu or uPVC as it is often referred to? PVCu is Poly Vinyl Chloride, which is a lightweight and yet robust type of plastic used in consumer goods. The “u” stands for un-plasticised, meaning that the plastic isn’t softened in the manufacturing process, thus ensuring its strength is maintained. So how do we go from a raw material powder to a fully formed and robust window or door profile?

Bulk tanker deliveries of lead-free raw materials arrive on site on a daily basis in the form of resins, stabilisers, impact modifiers etc. and are pumped into large storage silos and holding stations, where material is accurately weighed to Selectas formulation. Each raw material delivery is QC checked and tested to ensure that it is to our material specification, before acceptance.
The PVCu “ingredients” and ratios used in the extrusion of the Selecta window and door products are specific to a tried and tested Selecta formula and colour. The precise proportions of resin, stabilisers and modifiers are transferred in to what is effectively a large “mixing bowl”, a high speed mixer. The computerised system allocates the volumes and blends the various raw material ingredients to the Selecta formula. QC checks are carried out every two hours and automated monitoring ensures the consistency of the Selecta formulation. The blended mix is assigned to a silo and recorded for traceability purposes, with all the production processes controlled and managed via the ISO 9001 quality management system.

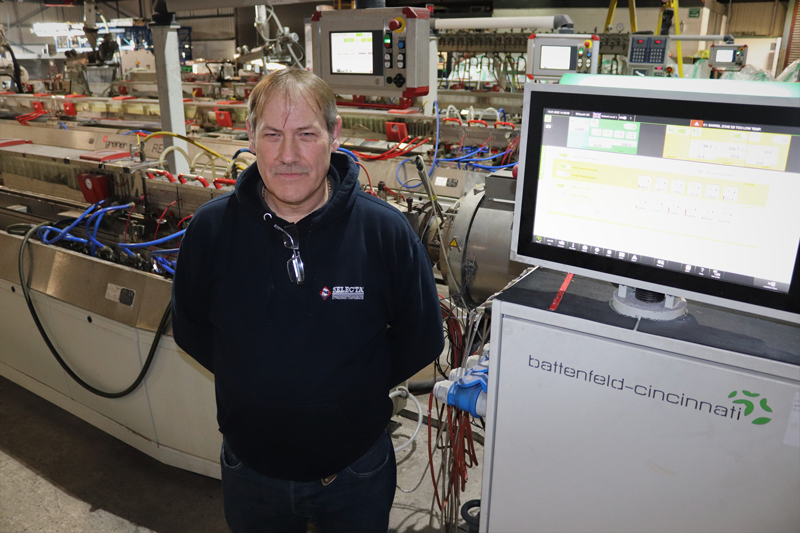
A window or door profile section tool consists of a main die and a sequence of tooling calibrators, whilst the extrusion machine is split in to sections, the die head, calibrator and cooling section, haul off, saw centre and tilt table, with each carrying out a particular process during the extrusion of profile. The start up of a new profile section run begins with the extrusion machine set to the specification of the master setting sheet for that specific profile section. Dependant on the extrusion machine there are approximately thirteen temperature zones within the head of the machine and die zone, each are set to a specific temperature to aid the gelation of the dry blend. Each profile section has specific settings for screw speeds, line speeds, pressure, vacuums etc. within the set up of a new run.
Once fine-tuned and set-up, the dry blend of PVCu material is pumped in to the head of the extrusion machine from the silo, which in turn via the heat in the machine head and die zones, softens the material in to a PVCu gel. This softened PVCu gel is then forced through the tooling die to form the profile shape. The warm and soft PVCu profile section then goes through a series of calibration dies to maintain the profile shape, whilst chilled water is sprayed over the profile during the cooling process.
An underground water chamber holding thousands of gallons of water, pumps water to the extrusion machines via large chillers, which ensures that the water is preserved to a set temperature. The water is regularly checked for bacterial growth and an automated system douses chemicals in to the water chamber to maintain a safe closed loop water system.
Once cooled inside the seven-metre-long calibrator and cooling chambers, the profile sections rubber gasket is co-extruded in to the gasket channel and the profile section is printed upon, every one metre, with the company name, reference to standard EN 12608-1, our climatic zone classification, our resistance to impact by falling mass classification, wall thickness classification, product code, date and shift identification. This aids traceability of the profile section throughout it’s journey.
The next stage is the haul off, which is reminiscent of two large tank tracks, that pulls the profile along the extrusion machine before the protective tape is applied and the computerised saw cuts the section at six metres before hitting the tilt table for packing.
During the profile sections journey along the thirty-metre-long extrusion machine, on-line dimensional, operational and visual QC checks are carried out and recorded every couple of lengths. QC lab checks are carried out every two hours of extrusion, with full dimensional, colour and operational checks with associated profiles, reinforcements, accessories and ancillaries.
Upon the start-up and then every two days of a profile sections production run, physical property tests are carried out within the QC lab. This consists of a series of tests that simulate adverse climatic effects to ensure that the profile section continues to perform to a high standard when subject to these extremities.
To simulate extreme cold conditions, cold impact testing consists of ten profile section samples cut to 300mm and conditioned to -10ᵒc for a minimum of 1hr. Selecta, condition sections above the requirements with the freezer set to -13ᵒc and for a minimum of 2 hrs. Each one of the ten samples is taken out the freezer, once conditioned, and placed in a jig where a 1kg weight is dropped on the profile section from 1.5m in height. If the sample breaks, it fails and if the weight ‘bounces’ off, it passes. This is done for the ten samples and recorded. The test simulates a cold winters night / day and the consequence of an object making contact with the profile section.
Two further QC lab tests are carried out, one for determination of appearance (heat ageing) after exposure at 150ᵒc and determination of heat reversion. The latter determines the deterioration of a profile section after three 250mm section samples are placed in a conditioned oven at 100ᵒc for a minimum of one hour. The reversion, or deterioration, is measured as a percentage change of the final length relative to the initial length.

If a failure is identified, stock is quarantined and an investigation is carried out in to the root cause of the failure, corrective and preventive actions applied to ensure the issue doesn’t happen again. Passed profile is packed within stillages and transferred to the storage warehouse, ready for order picking.
All of the extrusion processes and QC testing is carried out in accordance with our product Kitemark licence, standard BS EN 12608-1:2016 and our ISO 9001 Quality Management System requirements. Company processes, procedures and testing are externally audited by British Standards Institute (BSi) every 6 months, with further audit test sampling carried out at BSi UKAS accredited labs based on the same criteria. There’s so much more to the whole extrusion process, going from that initial powdered raw material to PVCu window or door profile section. This behind-the-scenes feature will give those of you who are unfamiliar with the process, a quick overview and insight in to the methods and practices involved. It’s not just a window or door or a piece of plastic to Selecta. It is that precision engineered product that we envisaged from the start.